在自动换刀装置中,刀库是最主要的部件之一。今天给大家介绍四种换刀方式:斗笠式刀库、夹臂式刀库、圆盘式刀库、链式刀库。
1、斗笠式刀库

斗笠式刀库是固定刀库,刀具号和刀套号一直保持一一对应关系,不会随着刀具的交换而改变。
斗笠式刀库是靠主轴上下移动完成自动换刀动作的。当主轴上的刀具进入斗笠式刀库的卡槽时,主轴向上移动脱离刀具,同时刀库进行快速转动,等要换的刀具对正主轴正下方时,主轴下移使刀具进入主轴锥孔内,夹紧刀具后,刀库再退回原位。
斗笠式刀库的刀位仍然有限(一般16~34个刀位),而且总是一上一下的,比较占用时间,效率不高,还会影响到主轴的工作行程。
2、夹臂式刀库
夹臂式刀库属于前置式刀库,一般应用于小型加工中心上,通常采用铝合金重铸一体式刀夹组,组装、更换快速;由于没有单独的换刀臂结构,换刀时,由主轴与刀库之间直接完成换刀动作,和其他刀库种类的换刀动作相比,缩减了换刀臂的辅助换刀时间,所以,夹臂式刀库的换刀速度比较快,邻刀之间的换刀时间可以控制在2秒以内。
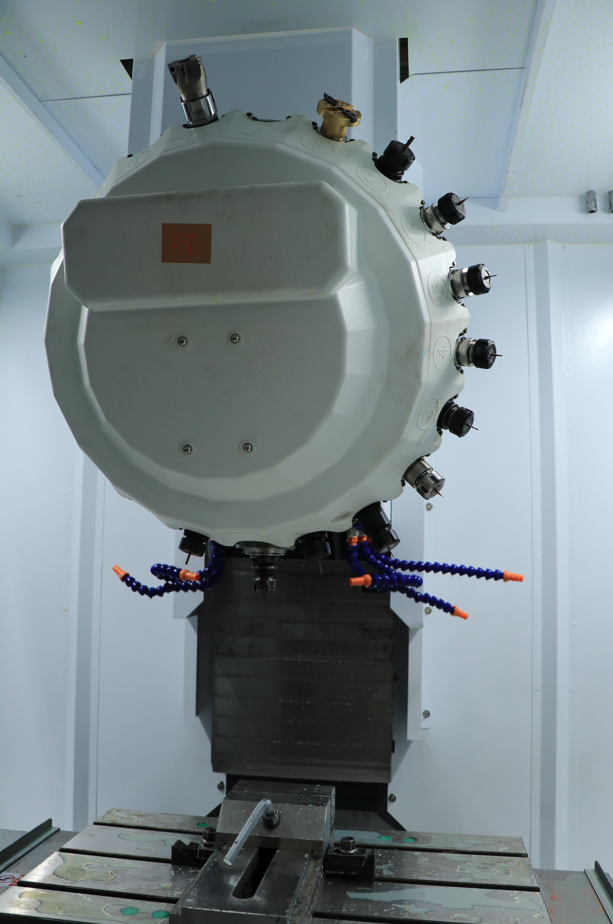
3、圆盘式刀库
 圆盘刀库主要用于各种高精度、小尺寸和难以到达的区域进行孔位置或形状复杂零件(例如:轴类、齿轮等)的车削,是机床加工不可缺少的配套部件。圆盘刀库是由数控系统通过计算机程序设定每把铣刀的切削时间和进给量,在编入加工程序后自动运行。
圆盘刀库主要用于各种高精度、小尺寸和难以到达的区域进行孔位置或形状复杂零件(例如:轴类、齿轮等)的车削,是机床加工不可缺少的配套部件。圆盘刀库是由数控系统通过计算机程序设定每把铣刀的切削时间和进给量,在编入加工程序后自动运行。
圆盘刀库和链式刀库是随机刀库,刀具号和刀套号之间的对应关系会随着刀具的交换而改变。需要用对应关系数据表来记录刀具号和刀套号的对应关系。
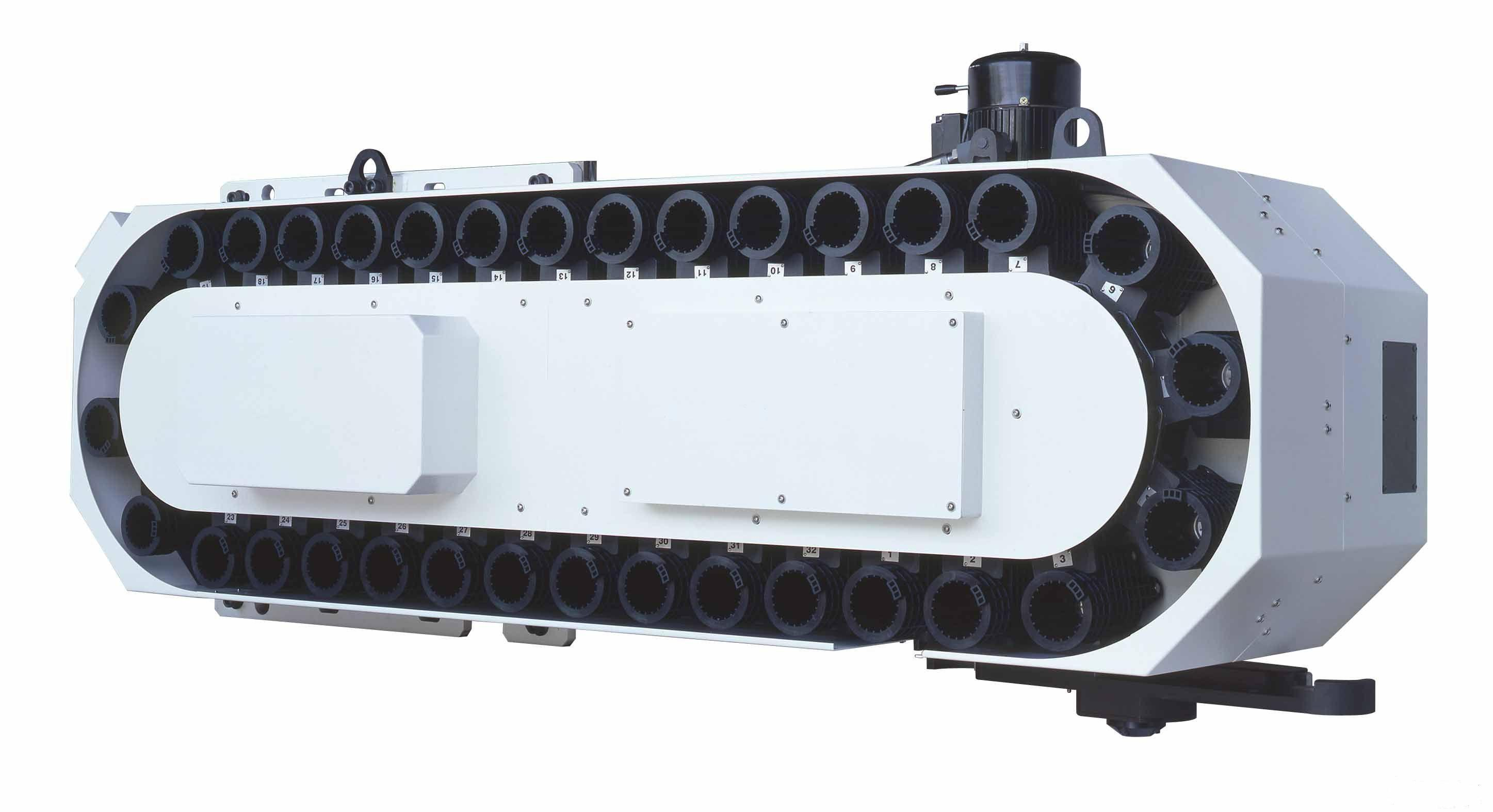
4、链式刀库
这种刀库刀座固定在环形链节上。常用的有单排链式刀库。这种刀库使用加长链条,让链条折叠回绕可提高空间利用率,进一步增加存刀量。链式刀库结构紧凑,刀库容量大,链环的形状可根据机床的布局制成各种形状。同时也可以将换刀位突出以便于换刀。在一定范围内,需要增加刀具数量时,可增加链条的长度,而不增加链轮直径。因此,链轮的圆周速度(链条线速度)可不增加,刀库运动惯量的增加可不予考虑。这些为系列刀库的设计与制造提供了很多方便。一般当刀具数量在30~120把时,多采用链式刀库。
刀库的容量: