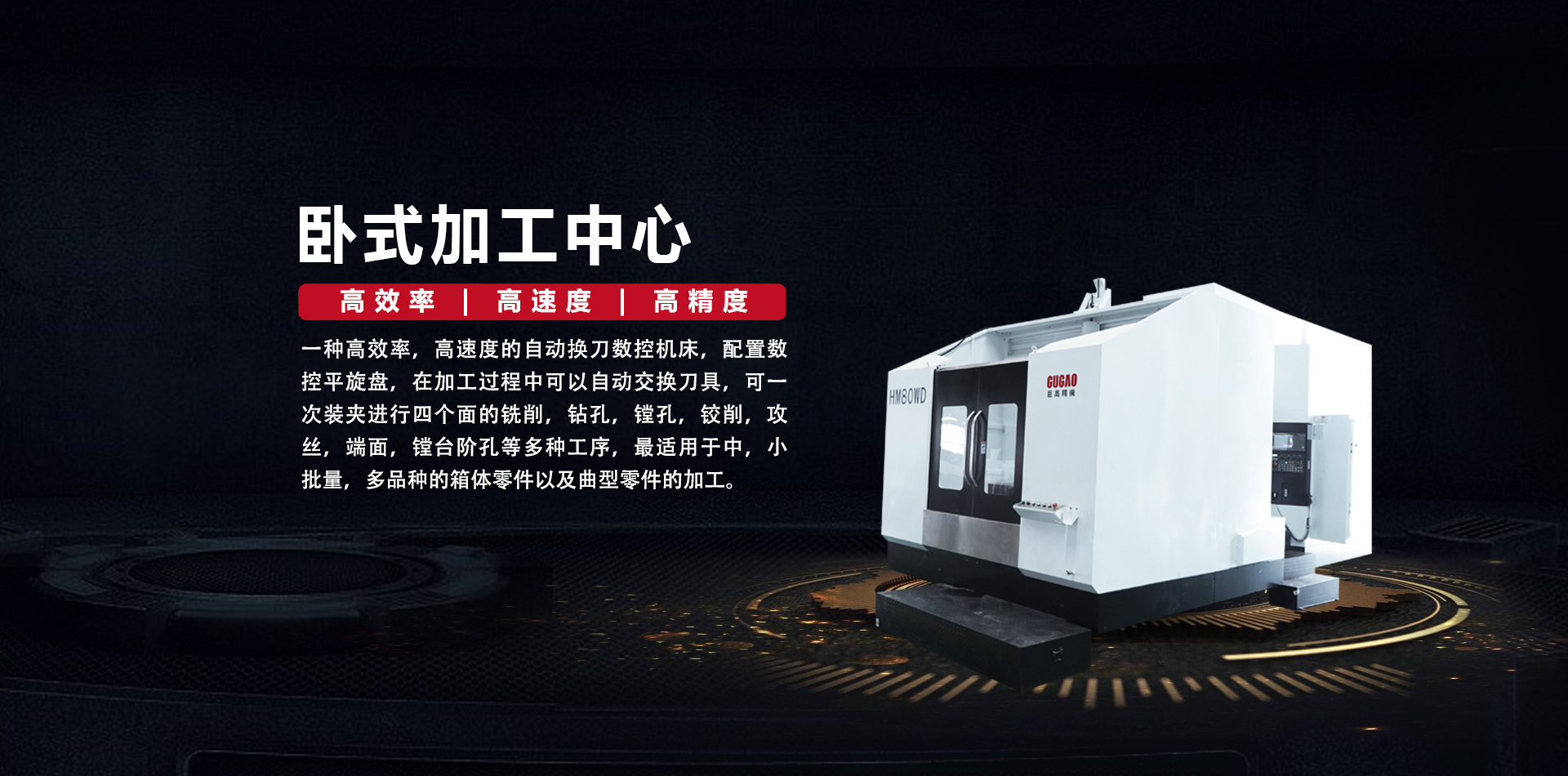
1
床身主要铸件(底座、工作台、立柱、滑鞍、主轴箱等)均采用树脂砂造型,HT300强度孕育铸铁,经二次退火、振动时效与充分的时效处理,完全消除铸造应力及粗加工产生的内应力,确保铸件刚性好、强度高、组织稳定,机床能长期保持高精度和稳定性。
导轨跨距为660mm的大立柱热对称框式结构设计,采用双柱封闭框架式结构,空腔内设置有较高的纵向和横向环形筋,使立柱具有较高的抗扭抗弯刚性,最大限度地减少了热变形,确保在多种情况下,都能完成精确加工。
-
科学先进的结构设计理念,确保机床刚性及加工精度
机床整体采用国际流行的倒T型全动柱式结构,所有部件都经FEA(有限元分析)热变形补偿分析设计,有足够的静态、动态、热态刚度;
一体式床身结构设计,采用有限元分析进行合理的筋格优化布置,匹配M形加强筋,使立柱与床身合为一体,各部件性能指标均达有保障,床身刚性高,切削振动减小,抗扭、持久、减振。

-
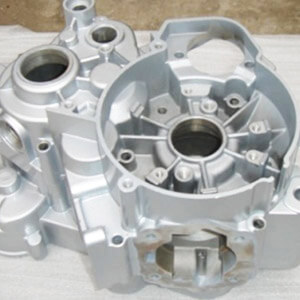
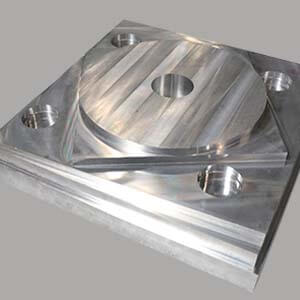
一次装夹实现四面多工序复杂加工,加工能力强,应用范围广,性价比高
适用于孔系与同轴度要求较高的箱体类复杂零件多品种加工,在加工过程中可以自动交换刀具,可一次装夹进行四个面的铣削,钻孔,扩孔,镗孔,铰削,攻丝,端面、镗台阶孔等多种工序。
2、现代化的机床及控制理念、紧凑的结构设计,可保证高效率和高精度的单件或中小批量产品的加工要求。
-
机床全封闭防护,钣金厚度达2.0mm,安全、稳固、耐用
机床的床身导轨(XY轴)采用伸缩同动伸缩防护,立柱导轨(Z轴)采用风琴式加盔甲式防护;
机床整机采用全封闭防护,围板钣金厚度达2.0mm,结实、稳固、耐用,操作者在安全舒适的环境下工作,防铁屑及冷却液飞溅。

集团具备一条从铸造,机加,装配、配电到整机完整的产业链,物料提前备货,严格按 照相关标准及要求进行生产,全员参与全程品质监督,确保产品质量有保证;
主要铸件及光机生产周期可控,交期快。
![]() 更多机型对比
更多机型对比
- 属性/型号
- 控制系统
- X轴行程
- Y轴行程
- Z轴行程
- W轴行程
- 主轴端面至工作台中心距离(Z向)
- 主轴中心至工作台面距离(Y向)
- 工作台面积(长×宽)
- 工作台面最大承重
- T型槽(宽度×间距×数量)
- 工作台分度精度
- 工作台重复分度精度
- 镗轴直径
- 主轴内孔锥度
- 主轴最高转速
- 主轴马达规格
- 主轴扭矩
- 三轴快移速度(X/Y/Z/W)
- 三轴进给速度(X/Y/Z/W)
- 刀库形式
- 刀库容量
- 最大刀具直径(放满刀/邻空刀)
- 最大刀具长度
- 最大刀具重量
- 定位精度(X/Y/Z)
- 重复定位精度(X/Y/Z)
- 气压需求
- 电气总容量
- 占地面积(Z×X×Y)
- 机器重量
- HM80WD
- FANUC 0i MF(5包)
- 1000mm
- 1000mm
- 900mm
- 500mm
- 200~1100mm
- 50~1050mm
- 800×800mm
- 1500kg
- 22×160×5mm
- ±5″
- ±1.5″
- φ110mm
- BT50
- 3000rpm
- 15/18.5Kw
- 560/920N.m
- 24/24/24/6m/min
- 10/10/10/3m/min
- 圆盘式
- 24把
- φ110/φ200mm
- 350mm
- 15kg
- 0.012mm
- 0.008mm
- 0.6~0.8MPa
- 60KVA
- 7600×4300×4400mm
- 26000kg