转向节是汽车转向桥中的重要零件之一,能够使汽车稳定行驶并灵敏传递行驶方向。转向节的功用是传递并承受汽车前部载荷,支承并带动前轮绕主销转动而使汽车转向。在汽车行驶状态下,它承受着多变的冲击载荷。转向节结构相当复杂,需要处理好受力不均的问题,因而对精度有着相当高的要求。
本文为汽车转向节交钥匙解决方案,适用于项目车、铣、钻孔等加工。设计、制造符合ISO国际标准,所零部件和各种仪表的计量单位全部采用国际单位ISO标准,符合安全法规要求,采用通用机床立式加工中心VL1370H,卧式加工中心HM63H,数控卧式车床HC4060L完成产品加工。
立式加工中心VL1370H
二线一硬,高刚性、大扭力,效率高

三轴行程(X/Y/Z):1300/700/550mm
工作台尺寸(长×宽):1400×700mm
主轴转速:8000rpm
定位精度(X/Y/Z):0.010mm
重复定位精度(X/Y/Z):0.006mm
卧式加工中心HM63H
动柱、倒T型双交换工作台结构,高刚性、高稳定

三轴行程(X/Y/Z):1000/850/900mm
工作台尺寸(长×宽)单工位:630×630mm
主轴转速:6000rpm
定位精度(X/Y/Z):0.012mm
重复定位精度(X/Y/Z):0.008mm
回转工作台定位/重复定位精度:±5/±1.5
数控卧式车床HC4060L
主轴箱前后轴承孔同轴度高,精度稳定

最大回转直径(床身/床鞍):φ640/φ440mm
最大加工直径:φ510mm
标准切削直径:φ400mm
最大加工长度:600mm
X轴行程:280mm
Z轴行程:640mm
主轴转速:3000r/min
定位精度(X/Z):0.010mm
重复定位精度(X/Z):0.005mm
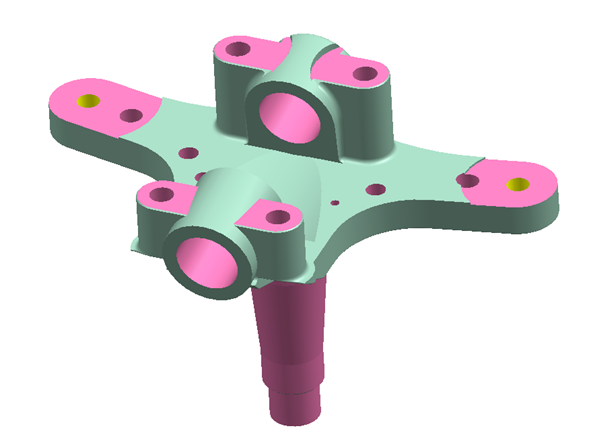
零件分析
零件名称:汽车转向节
零件材料:40Cr
毛胚尺寸:476*280*350
毛胚状态:粗车主轴外圆,淬火
重量:26KG
加工工艺流程

工装夹具
采用标准化设计,加工工件由A产品切换B产品时,采用模块化更换定位机构,定位机构更换后,设备的0点保持不变,即可减少重新对坐标,实现快速换模;结构设计考虑排屑顺畅,夹具整体结构有足够刚性,耐冲击,精度稳定可靠,夹具结构方便维修拆卸,易损件更换方便,夹具管路不外露,便于清理和排屑。
机床特性
高稳定性:机床高刚性,关键零部件品牌
高效率:机床转速高-立加BT50-8000转;卧加6000转;卧车3000转
高精度:立式加工中心重复定位精度0.005mm,卧加0.008mm
自动化程度高:自动找正